
A felületre szerelt alkatrészek áramköri lapra történő sikeres forrasztásához a hőt át kell adni a forrasztó ötvözet pasztára, amíg annak hőmérséklete el nem éri az olvadáspontot (217 °C a SAC305 ólommentes forrasztóanyag esetén).A folyékony ötvözet összeolvad a PCB rézpárnákkal, és eutektikus ötvözet keverékké válik.Az olvadáspont alá történő lehűlés után szilárd forrasztás jön létre.
Háromféleképpen lehet a hőt átadni a hőforrásról a fűtött tárgyakra.
- Vezetés: A hővezetés közvetlenül átadódik az anyagon, ha hőmérsékletkülönbség van a szomszédos területek között, az anyag mozgása nélkül.Ez akkor fordul elő, ha két különböző hőmérsékletű tárgy érintkezik egymással.Hő áramlik a melegebbről a hidegebb tárgyra, amíg mindkettő azonos hőmérsékletű lesz.
- Sugárzás: A sugárzáson keresztüli hőátadás elektromágneses hullámok formájában, főleg az infravörös tartományban megy végbe.A sugárzás olyan hőátadási módszer, amely nem támaszkodik a hőforrás és a fűtött tárgy közötti érintkezésre.A sugárzás korlátja, hogy a fekete test több hőt nyel el, mint a fehér test.
- Konvekció: A hőkonvekció a hő átadása egyik helyről a másikra folyadékok, például levegő vagy gőzgáz mozgásával.Ez egy érintésmentes módszer a hőátvitelre is.
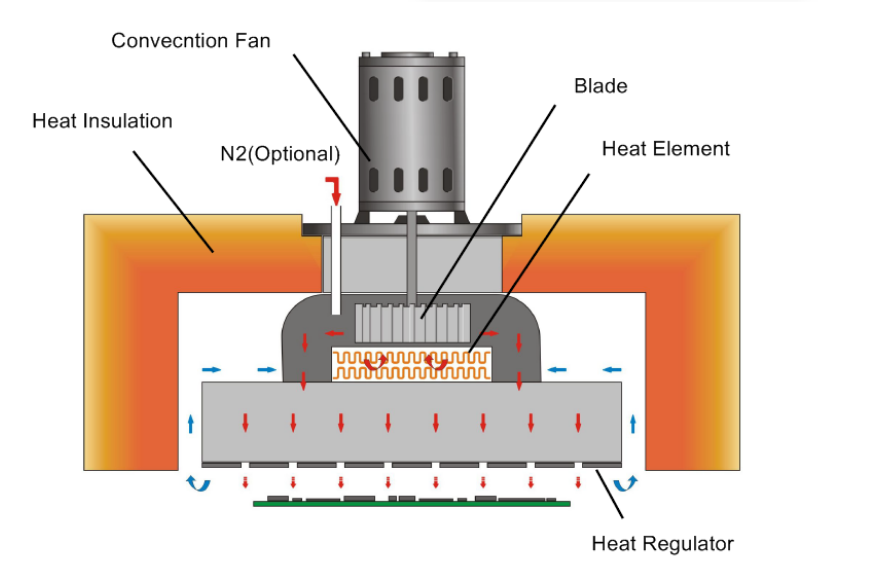

A modern forrasztásreflow sütőhasználja a sugárzás és a konvekció fogalmát kombinálva.A hőt a kerámia hőelem infravörös sugárzással bocsátja ki, de nem továbbítja közvetlenül a PCB-re.A hő először egy hőszabályozóba kerül, hogy egyenletes legyen a hőteljesítmény.Egy konvekciós ventilátor a forró levegőt egy belső kamrába fújja.A cél NYÁK-doboz minden helyen hőállóságot kap.
Feladás időpontja: 2022.07.07