
Առանձնահատկություն
Հատկություններ:
1. Օգտագործելով միկրոէլեկտրամագնիսական պոմպի թիթեղյա վառարան, թիթեղի ալիքը բարձր է, հոսքը մեծ է, ալիքի գագաթնակետը կայուն է, զոդման հանգույցի ներթափանցման խորությունը մեծ է, իսկ թրջման և զոդման հզորությունը՝ ուժեղ:
2. Գլխի ծայրամասը և զոդի մակերեսը պաշտպանված են ազոտի լցոնմամբ, ինչը կարող է բարելավել անկապարի զոդման կպչունությունը, նվազեցնել առաջացած անագ խարամի քանակը, կանխել վարդակի խցանումը և խնայել եռակցման ծախսերն ու աշխատուժը։ ծախսերը։
3. Բարձր ջերմաստիճանի դիմադրություն, կոռոզիոն դիմադրություն և եզակի վարդակ, ուժեղ օքսիդացման դիմադրություն, լավ խոնավություն, նորմալ օգտագործման ժամանակը կարող է հասնել 3 ամիս:
4. Ավտոմատ կերպով հայտնաբերել զոդման հեղուկի մակարդակը՝ ապահովելու կայուն ալիքի գագաթները:
5. Այն ունի զոդման համատեղ նիհարեցնող ֆունկցիա:
6. Գալիս է ստանդարտ երկու CCD տեսախցիկներով՝ վերահսկելու եռակցման կարգավիճակը և PCB-ի դիրքավորման ծրագրավորումը:
Ծրագրի առավելությունների ակնարկ.
n Բոլորը մեկ մեքենայի մեջ, կարող էտեղավորել3 տախտակ կամ3 ծղոտե ներքնակ, մեկը լակի հոսքի մեջ, մեկը նախապես տաքացվում է, մյուսը զոդման մեջ, ստացեք ավելի մեծ արտադրության բերք:
n Անհատական լակի հոսքի սեղան և զոդման սեղան:
n Զոդման բարձր որակ:
n SMEMA գծի միացման ունակ:
n Համակարգչի ամբողջական կառավարում:Բոլոր պարամետրերը կարող են սահմանվել ԱՀ-ում և պահպանվել PCB մենյուում, ինչպիսիք են շարժվող ուղին, զոդման ջերմաստիճանը, հոսքի տեսակը, զոդման տեսակը,N2ջերմաստիճանը և այլն, լավագույն հետագծման ունակությունը և հեշտ է ձեռք բերել կրկնվող զոդման որակը:
Մաս 1. Ծրագրային ապահովում
- Ամբողջ ծրագրային համակարգը մշակված է ԱՄՆ-ից ընկերության կողմից, ընտրովի զոդման մեր 8 տարվա փորձով, որը հիմնված է Windows7 համակարգի վրա, լավ հետագծման ունակությամբ:
- Օգտագործեք սկանավորված նկարը որպես ֆոն՝ ուղու ծրագրավորման, շարժման արագության, բնակության ժամանակի, դատարկ շարժման արագության, Z բարձրության, ալիքի բարձրության և այլնի համար, որոնք ծրագրավորված են տարբեր զոդման տեղամասի համար:
- Ցուցադրել զոդման գործընթացը ուղիղ տեսախցիկով:
- Կրիտիկական պարամետրերը լիովին վերահսկվում են համակարգչի ծրագրային ապահովման կողմից, ինչպիսիք են ջերմաստիճանը, արագությունը, ճնշումը և այլն:
- Կարող է արդիականացվել, որպեսզի լինի ավտոմատ ալիքի բարձրության չափաբերման գործառույթով, ստուգելու և չափաբերելու ալիքը's բարձրությունը յուրաքանչյուր որոշակի PCB-ից հետո, որպեսզի պահպանվի ալիքի շատ լավ կայունությունը:
- PCB-ի մասին's մենյու զոդման մեքենայի մեջ, ամբողջ տեղեկատվությունը կպահվի մեկ ֆայլում:Այն կներառի PCB չափը և նկարը, օգտագործված հոսքի տեսակը, զոդման տեսակը, զոդման վարդակի տեսակը, զոդման ջերմաստիճանը, N2 ջերմաստիճանը, շարժման ուղին և յուրաքանչյուր տեղամաս:'ալիքի բարձրությունը և Z բարձրությունը և այլն: Երբ հաճախորդը զոդում է նույն PCB-ն, նրանք կարող են ստանալ ամբողջական տեղեկատվություն այն մասին, թե ինչպես է դա'Պատմության մեջ կատարված, նույնպես հեշտ է հետքի համար:
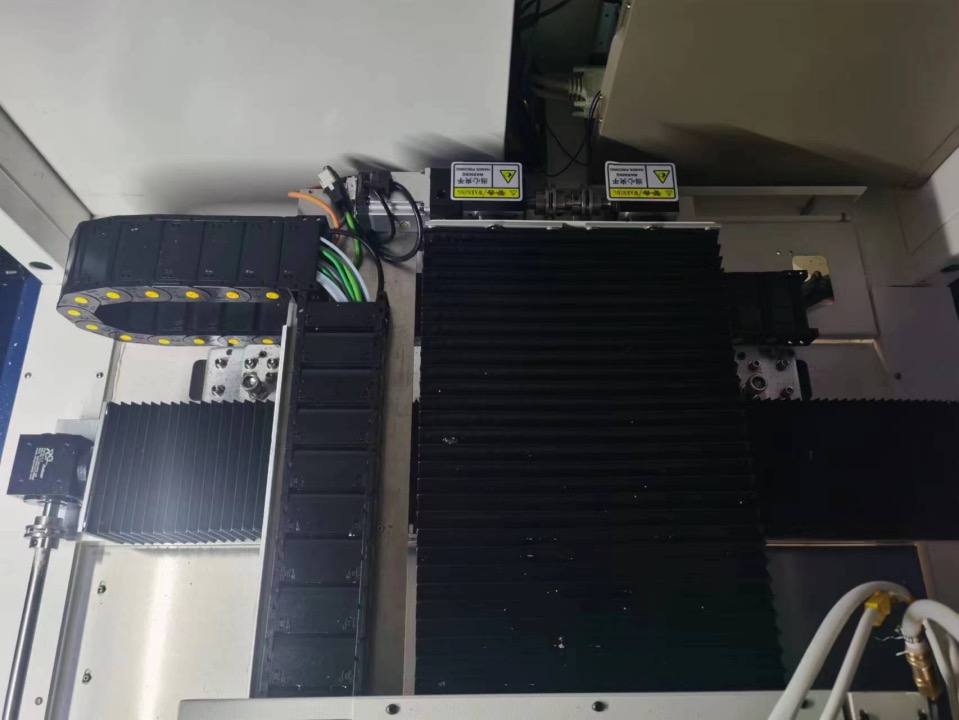
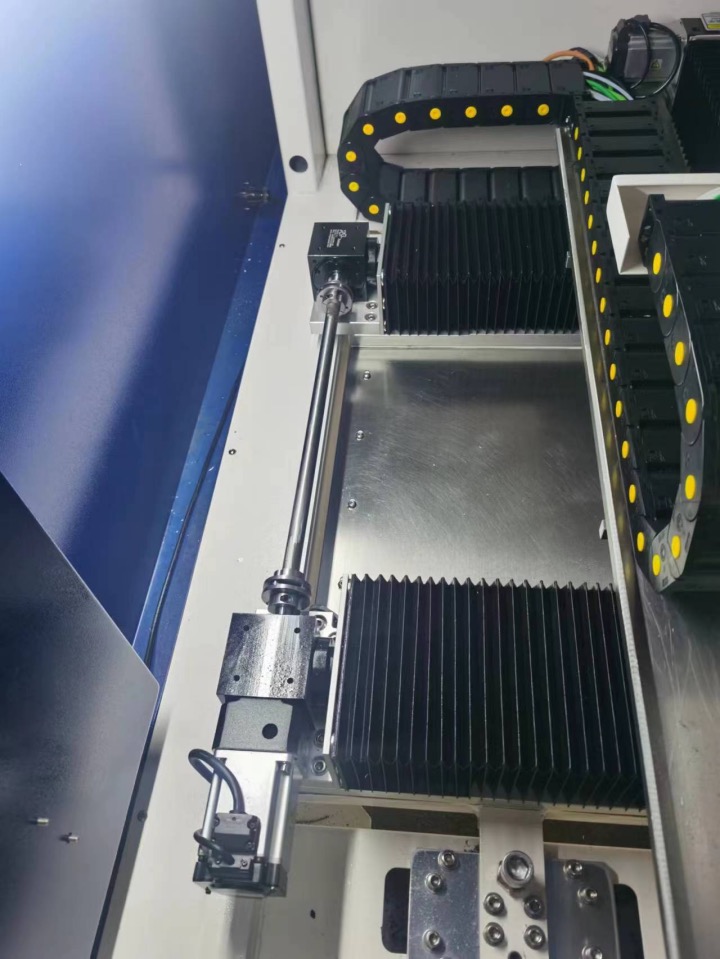
Մաս 2. շարժման համակարգ
- Ինքն դիզայնով շարժման սեղան ձուլածո ալյումինով, ավելի թեթև քաշով՝ արագ շարժման արագությամբ:
-
Panasonic սերվոշարժիչն ու վարորդը ապահովում են կայուն շարժիչ ուժ՝ ուղղորդման համար պտուտակային ձողով և գծային գիլդային ռելսով:Թանկարժեք դիրք, քիչ աղմուկ, կայուն շարժում։
- Շարժման սեղանի վերևում փոշուց պաշտպանված ափսեով, որպեսզի խուսափեք հոսքից կամ զոդման անկումից՝ գնդային պտուտակը վնասելու համար:
Մաս 3. հոսքային համակարգ
- Ստանդարտ, որը հագեցած է ներմուծված ռեակտիվ փականով, փոքր հոսքի կետով թանկարժեք հոսքի արդյունք ստանալու համար, խնդրում ենք նկատի ունենալ, որ հոսքի պինդ պարունակությունը պետք է լինի 10% -ից պակաս:
- Հոսքը համալրված է PP պլաստիկ ճնշման տանկով, համոզվեք, որ ճնշումը կայուն է՝ առանց հոսքի քանակի ազդեցության:
Մաս 4. Նախապես տաքացնել
- Փոխակրիչի վերևում և ներքևում հագեցած IR նախնական տաքացումով:Դիրքը կարգավորելի է։
- Ջեռուցման գործակիցը կարգավորվում է ԱՀ-ով, սկսած 0 ---100%
Մաս 5. կրկնակի զոդման կաթսա
- ԵՐԿՈՒՍԶոդման կաթսա համակարգ անհատական ջերմաստիճանի կառավարմամբ, N2 ջերմաստիճանի հսկողություն, ալիքի բարձրության կառավարում:Բոլորը տեղադրված են նույն աղյուսակում:Երկու զոդման կաթսայի միջև հեռավորությունը կարող է ճշգրտվել:
- Զոդման ջերմաստիճանը, N2 ջերմաստիճանը, ալիքի բարձրությունը, ալիքի չափաբերումը և այլն, որոնք կարող են սահմանվել ծրագրային ապահովման մեջ:
- Զոդման կաթսա պատրաստված է Ti-ից, ոչ արտահոսքից։Դրսի չուգուն տաքացուցիչով, ամուր և արագ տաքացվում է:
- Զոդման կաթսան միացված է արագ միակցիչով:Երբ փոխանակեք զոդման կաթսան առանց լարերի լարերի վերալիցքավորման, պարզապես միացրեք և միացրեք:
- N2 առցանց ջեռուցման համակարգ՝ զոդումը կատարյալ թրջելու և զոդման կեղտը նվազեցնելու համար։
- Զոդման մակարդակի ստուգմամբ և ահազանգով:
Մաս 6. փոխակրիչ
- Շարժիչի աստիճանական շարժիչ ֆիքսված և շարժական փոխակրիչի համար:
- Փոխակրիչի համար չժանգոտվող պողպատից գլանափաթեթով, երկարաժամկետ օգտագործման դեպքում չի կրվում:Նաև համոզվեք, որ զոդման վարդակը կարող է մոտենալ տախտակին's եզր 3 մմ:
- Փոխակրիչում PCB կռվան համակարգով:
Մանրամասն պատկեր

Տեխնիկական պայմաններ
| Մոդել | TY-400TW-2 |
| Գեներալ | |
| Չափս | L3100 * W1650 * H1650 մմ |
| Ընդհանուր իշխանություն | 28 կվտ |
| Սպառման հզորություն | 6--10 կվտ |
| Էլեկտրամատակարարում | Եռաֆազ հինգ լարային համակարգ 380 Վ |
| Զտաքաշ | 350 կգ |
| Պահանջվող օդի աղբյուր | 3-5 բար |
| Պահանջվող օդի հոսքը | 8-12լ/րոպե |
| Պահանջվող N2 ճնշում | 3-4 բար |
| Պահանջվող N2 հոսք | >4 խմ/ժամ |
| Պահանջվող N2 մաքրություն | 》99,998% |
| Պահանջվում է հյուծիչ | Սփրեյից վեր՝ 800---1000cbm/h Թիթեղյա վառարանից վեր՝ 600---800cbm/h |
| Cառաքիչ կամ PCB | |
| Փոխադրող | Անհրաժեշտ է |
| Առավելագույն PCB չափը | L450 * W230MM*2 Նշում. W-ը մեքենայի լայնության ուղղությունն է |
| Նվազագույն կրիչի չափը | L450 * W450MM Նշում. W-ը մեքենայի լայնության ուղղությունն է |
| Զոդման առավելագույն տարածք | L500 * W230MM *2 Նշում. W-ը մեքենայի լայնության ուղղությունն է |
| PCB եզր | 3 մմ կամ ավելի |
| Cհսկողություն և փոխակրիչ | |
| Վերահսկողություն | PLC + վերահսկիչ |
| Փոխակրիչի լայնությունը | 300-600 մմ |
| Փոխակրիչի տեսակը | Փին շղթայական փոխակրիչ՝ հոսելու և նախատաքացման համար, գլանափաթեթավոր՝ զոդման համար |
| Հաստ կոնվեյեր | 1 ---- 4 մմ |
| Փոխակրիչի ուղղություն | Ձախից աջ |
| Փոխակրիչի մաքրում | 100 մմ |
| Փոխակրիչի հատակի բացթողում | 30 մմ |
| Փոխակրիչի բեռը | <10 կգ |
| Փոխակրիչ երկաթուղի | Ալյումինե երկաթուղի |
| Փոխակրիչի բարձրությունը | 900+/-30 մմ |
| Շարժման սեղան(հոսող) | |
| Շարժման առանցք | X, Y |
| Շարժման վերահսկում | Servo հսկողություն |
| Դիրքորոշման ճշգրտություն | + / - 0,05 մմ |
| Շասսի | մետաղի զոդում |
| Հոսքի կառավարում | |
| Flux վարդակ | ռեակտիվ փական |
| Վարդակի ամրություն | չժանգոտվող պողպատ |
| Flux տանկի հզորությունը | 1L |
| Հոսքի բաք | ճնշման բաք |
| Նախապես տաքացնել | |
| Preheat մեթոդը | վերին և ստորին IR ջեռուցում |
| Ջեռուցիչի հզորությունը | 16 կվտ |
| Ջերմաստիճանի տատանում | 25--240c աստիճան |
| Շարժման սեղան (զոդման) | |
| Շարժման առանցք | X, Y, Z |
| Շարժման վերահսկում | սերվո հսկողություն |
| Շարժման շարժիչ | Panasonic սերվո շարժիչ |
| Գնդիկավոր պտուտակ | Հիվին |
| Դիրքորոշման ճշգրտություն | + / - 0,05 մմ |
| Շասսի | Մետաղների զոդում |
| Sավելի հին կաթսա | |
| Ստանդարտ կաթսայի համարը | 2 |
| Զոդման կաթսայի հզորությունը | 13 կգ / կաթսա*2 |
| Զոդման ջերմաստիճանի միջակայք | PID |
| Հալման ժամանակը | 60--70 րոպե |
| Զոդման առավելագույն ջերմաստիճանը | 350 ℃ |
| Զոդման ջեռուցիչ | 1.2 կՎտ * 2 |
| Sավելի հին վարդակ | |
| Մակ վարդակ | հարմարեցված |
| Նյութ | բարձր ածխածնային խառնուրդ |
| Ստանդարտ սարքավորված վարդակ | Ստանդարտ կոնֆիգուրացիա՝ 5 հատ/վառարան (ներքին տրամագիծը՝ 3 մմ, 4 մմ, 5 մմ, 6 մմ, 8 մմ) |
| N2 կառավարում | |
| N2 վառարան | ստանդարտ սարքավորված |
| Ազոտի PID հսկողություն N2 ջերմաստիճանի տիրույթ | 0 - 350 ℃ |
| N2 սպառումը | 1-2մ3/ժ/ժամ ընդհանուր՝ 4 մ3/ժ |





