
Omdat de Sn-ingrediënten meer dan 95% bevatten in het SnAgCu-loodvrije soldeer, zal in vergelijking met het traditionele soldeer de toename van de ingrediënten van Sn en de temperatuur van het loodvrije soldeerproces ertoe leiden dat de oxidatie van het soldeer toeneemt. Om de oxidatie van soldeerslak en schuim te verminderen, moeten we eerst de soorten en vormprocessen begrijpen.
Er wordt rekening gehouden met de volgende drie:
(1) Het statische oppervlak van de oxidefilm, dit is een natuurlijk fenomeen van Sn-oxide, zolang de oxidefilm niet gebroken is, omdat dit verdere productie van de hoeveelheid oxidatie zou voorkomen.Zoals hieronder weergegeven:

(2) Zwart poeder, als gevolg van de wrijving van de met hoge snelheid roterende waaieras en de Sn-oxidefilm, was de productie van sferoïdiserende producten en de deeltjes zijn groter.Zoals weergegeven in de onderstaande afbeelding:

(3) Tahoe-residu bevond zich voornamelijk in de omtrek van het mondstuk van turbulente golven en vredesgolven en is verantwoordelijk voor het overgrote deel van het totale gewicht aan oxideslakken.

Tahoe-residu werd veroorzaakt door de onderdruk van zuurstof om slak af te schuiven, en het watervaleffect in de combinatie van verschillende factoren, het specifieke dynamische proces is als volgt:
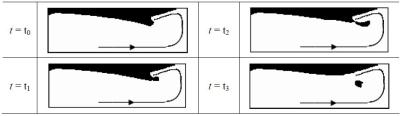
Het zwarte gebied is het luchtgrensvlak, de vloeistoftemperatuur daalt naar witte Sn.t = t3 figuur we kunnen zien dat een klein deel van de lucht wordt ingeslikt bij de soldeeroplossing, een klein deel van de lucht zal als gevolg van de snelle oxidatie van zuurstof in het tin naar boven komen, maar kan het N2-gas niet elimineren en daarom holle ballen vormen Omdat de dichtheid van de holle bal veel kleiner is dan die van tin, zal het tinoppervlak onvermijdelijk tevoorschijn komen wanneer deze holle bal eenmaal gestapeld is en drijvend in het tinoppervlak van de tahoeresten ontstaat.
Omdat we de oorzaken en tinvormende soorten kennen, zijn wij van mening dat het verminderen van de vorming van tahoe-residuen het verminderen van golfsoldeertinslakken de meest effectieve maatregelen is.Uit het bovenstaande blijkt een dynamisch proces: de holte van soldeerballen zijn twee noodzakelijke voorwaarden:
De eerste voorwaarde is het grenseffect, het tinoppervlak met een dramatische rol, waardoor fagocytose ontstaat.
De tweede vereiste is een holle bal aan de binnenkant om een dichte oxidefilm te vormen, waarbij het stikstofgas in de verpakking wordt gevormd.Anders drijft het op het oppervlak van het soldeer wanneer de holle bal wordt gebroken, en kan het geen "tahoe-residu" vormen.
Deze twee noodzakelijke voorwaarden zijn onmisbaar.
De maatregelen voor het verminderen van schuim bij golfsolderen zijn als volgt:
1. Het verkleinen van de opening die wordt gegenereerd bij het schakelen tussen golven, waardoor de inspanningen van de reflow-soldeerbump worden verminderd om de rol te verminderen, waardoor de generatie van fagocytose wordt verminderd.
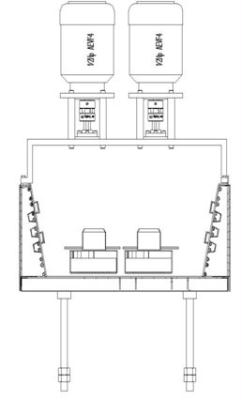
Daarom hebben we de dwarsdoorsnede van de soldeerpot veranderd in een trapezium, en de eerste golf zo dicht mogelijk bij de rand van de soldeerpot gemaakt.
2. In zowel de eerste golf als de tweede golf voegen we het ongefilterde barrièreapparaat toe aan het tuimelende soldeer.
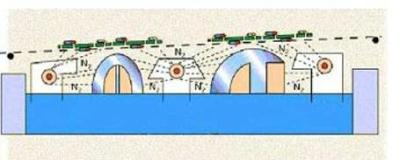
3. Neem de N2-bescherming om de vorming van dichte oxidemembranen in de soldeerbal te voorkomen.
Posttijd: 22 maart 2022