
Funkcija
Lastnosti:
1. Z uporabo peči za kositer z mikro elektromagnetno črpalko je val kositra visok, pretok velik, vrh valov je stabilen, globina prodiranja spajkalnega spoja je velika, moč vlaženja in spajkanja pa velika.
2. Obrobje šobe in površina spajke sta zaščitena z dušikovim polnilom, ki lahko izboljša spajkanje brezsvinčene spajke, zmanjša količino ustvarjene kositrne žlindre, prepreči zamašitev šobe in prihrani stroške varjenja in dela. stroški.
3. Visoka temperaturna odpornost, odpornost proti koroziji in edinstvena šoba, močna odpornost proti oksidaciji, dobra omočljivost, običajni čas uporabe lahko doseže 3 mesece.
4. Samodejno zaznavanje nivoja tekočine za spajkanje, da se zagotovijo stabilni vrhovi valov.
5. Ima spajkalno funkcijo hujšanja.
6. Standardno je opremljen z dvema kamerama CCD za spremljanje statusa varjenja in programiranje pozicioniranja PCB.
Pregled prednosti programa:
n Vse v enem stroju, lahkoprilagoditi3 deske oz3 palete, ena v razpršilnem fluksu, ena je predgretje, druga v spajkanju, pridobite večji proizvodni donos.
n Posamezna miza s talili in spajkalna miza.
n Visoka kakovost spajkanja.
n Možnost linijske povezave SMEMA.
n Popolni PC nadzor.Vse parametre je mogoče nastaviti v računalniku in shraniti v meni tiskanega vezja, kot so pot premikanja, temperatura spajke, vrsta fluksa, vrsta spajke,N2temperatura itd., najboljša sledljivost in enostavna ponovna kakovost spajkanja.
Del 1: Programska oprema
- Celoten sistem programske opreme, ki ga je razvilo podjetje iz ZDA, z našimi 8-letnimi izkušnjami pri selektivnem spajkanju, osnova na sistemu Windows7, z dobro sposobnostjo sledenja.
- Uporabite optično prebrano sliko kot ozadje za programiranje poti, hitrost premikanja, čas zadrževanja, hitrost praznega premika, višino Z, višino valov itd., vse programirano za različna mesta spajkanja.
- Prikažite postopek spajkanja v živo na kameri.
- Računalniška programska oprema v celoti spremlja kritične parametre, kot so temperatura, hitrost, tlak itd.
- Lahko se nadgradi s funkcijo samodejnega umerjanja višine valov za preverjanje in umerjanje valov'višino po vsakem določenem tiskanem vezju, da ohranimo zelo dobro stabilnost valov.
- O PCB'v meniju spajkalnika bodo vse informacije shranjene v eni datoteki.Vključevala bo dimenzijo in sliko tiskanega vezja, vrsto uporabljenega talila, vrsto spajke, vrsto spajkalne šobe, temperaturo spajke, temperaturo N2, pot gibanja in vsako mesto.'s povezano višino valov in višino Z itd. Ko stranka spajka isto tiskano vezje, lahko dobi vse informacije o tem, kako'je narejeno v zgodovini, tudi enostavno za sled.
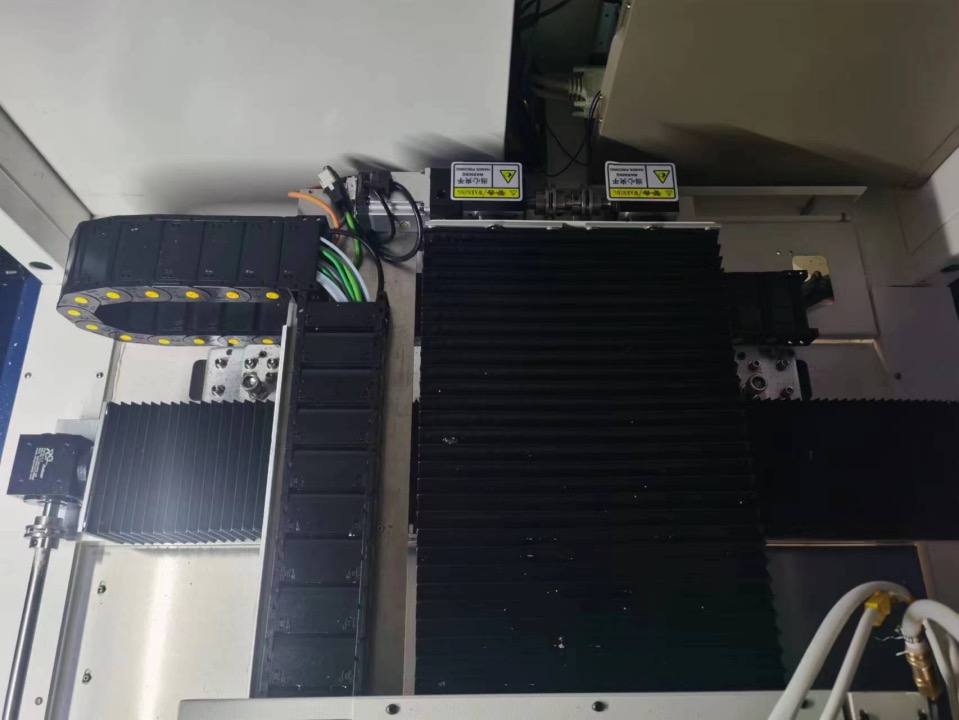
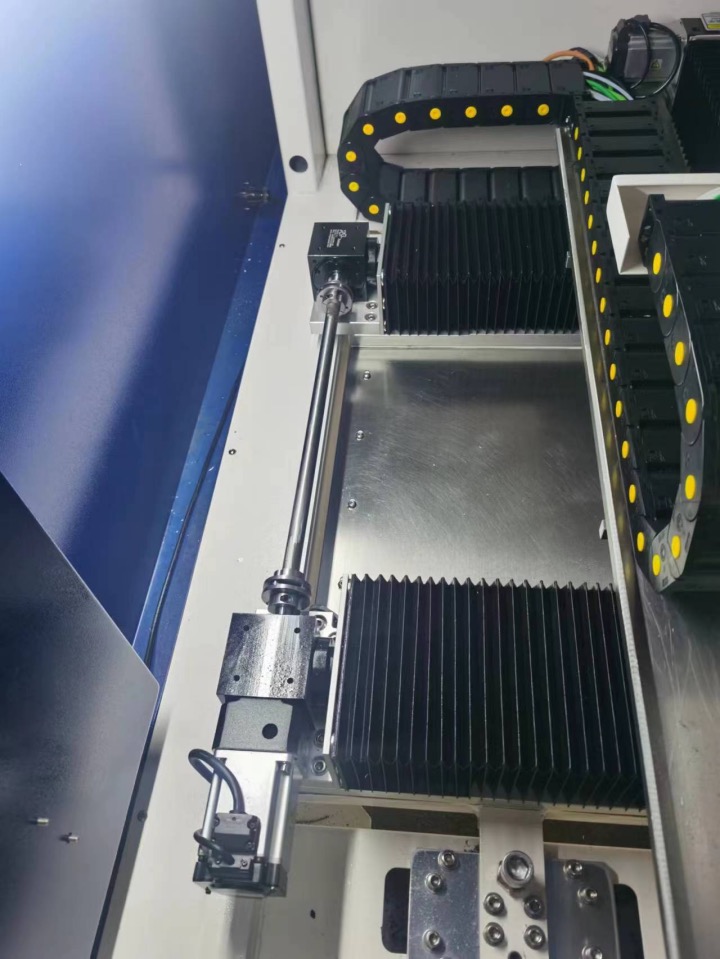
2. del: sistem gibanja
- Samooblikovana gibljiva miza iz litega aluminija, manjša teža in hitra hitrost premikanja.
-
Panasonicov servo motor in gonilnik zagotavljata stabilno pogonsko moč, z vijačno palico in linearno vodilo za vodenje.Dragocen položaj, manj hrupa, stabilno gibanje.
- S ploščo, odporno proti prahu, nad mizo za premikanje, da se izognete padcu talila ali spajke, ki bi poškodoval kroglični vijak.
3. del: sistem fluksiranja
- Standardno opremljen z uvoženim brizgalnim ventilom, da dobite dragocen rezultat fluksiranja z majhno piko fluksa, upoštevajte, da mora biti vsebnost trdnega fluksa manjša od 10 %.
- Fluks je založen s PP plastičnim tlačnim rezervoarjem, zagotovite, da je tlak stabilen brez vpliva količine toka.
4. del: Predgretje
- Na tekočem traku zgoraj in spodaj opremljen z IR predgretjem.Položaj je nastavljiv.
- Ogrevalno razmerje je nastavljivo z računalnikom, od 0 ---100%
5. del: dvojni spajkalnik
- DVAsistem spajkalne posode z individualnim nadzorom temperature, nadzorom temperature N2, nadzorom višine valov.Vsi nameščeni v isti mizi.Razdaljo med dvema posodama za spajkanje je mogoče prilagoditi.
- Temperatura spajke, temperatura N2, višina valov, kalibracija valov itd., vse je mogoče nastaviti v programski opremi.
- Spajkalna posoda je narejena iz Ti, ne iz puščanja.Z zunanjim grelnikom iz litega železa, robustnim in hitrim segrevanjem.
- Spajkalna posoda je ožičena s hitrim priključkom.Ko zamenjate spajkalno posodo brez potrebe po ponovnem ožičenju, samo priključite in igrajte.
- Spletni ogrevalni sistem N2 za popolno omočenje spajkanja in zmanjšanje spajkalne žlindre.
- S preverjanjem ravni spajkanja in alarmom.
6. del: tekoči trak
- Koračni motorni pogon za fiksni in premični transporter.
- Z valjem iz nerjavečega jekla za tekoči trak, ni primeren za dolgotrajno uporabo.Prepričajte se tudi, da se lahko spajkalna šoba približa plošči's robom 3 mm.
- S sistemom vpenjanja PCB na tekočem traku.
Slika podrobnosti

Specifikacije
| Model | TY-400TW-2 |
| Splošno | |
| Dimenzija | D3100 * Š1650 * V1650 mm |
| Splošna moč | 28kw |
| Poraba moči | 6--10kw |
| Napajanje | Trifazni petžilni sistem 380V |
| Neto teža | 350 KG |
| Potreben vir zraka | 3-5 barov |
| Potreben pretok zraka | 8-12L/min |
| Potreben tlak N2 | 3-4 palice |
| Potreben pretok N2 | > 4 kubičnih metrov/uro |
| Zahtevana čistost N2 | 》99,998 % |
| Zahtevano izčrpavanje | Nad pršenjem: 800---1000cbm/h Nad pečjo za kositer: 600---800cbm/h |
| Carrier ali PCB | |
| Nosilec | Nujno |
| Največja velikost PCB | L450 * W230MM*2 Opomba: W je smer širine stroja |
| Najmanjša velikost nosilca | L450 * W450MM Opomba: W je smer širine stroja |
| Največja površina spajkanja | L500 * Š230 mm *2 Opomba: W je smer širine stroja |
| Pcb rob | 3 mm ali več |
| Cnadzor in transporter | |
| Nadzorovanje | PLC + krmilnik |
| Širina tekočega traku | 300-600MM |
| Vrsta tekočega traku | Verižni transportni trak za fluksiranje in predgretje, valjčni transporter za spajkanje |
| Transportni trak debel | 1----4 mm |
| Smer tekočega traku | Od leve proti desni |
| Odmik od tekočega traku | 100MM |
| Odmik od dna transporterja | 30MM |
| Obremenitev tekočega traku | <10 kg |
| Tekoča tirnica | Aluminijasta tirnica |
| Višina transportnega traku | 900+/-30 mm |
| Tabela gibanja(fluksiranje) | |
| Os gibanja | X, Y |
| Nadzor gibanja | Servo krmiljenje |
| Natančnost položaja | +/- 0,05 mm |
| Šasija | varjenje kovin |
| Upravljanje toka | |
| Šoba za pretok | reaktivni ventil |
| Vzdržljivost šob | nerjaveče jeklo |
| Kapaciteta posode za fluks | 1L |
| Rezervoar za tok | tlačni rezervoar |
| Predgrejte | |
| Metoda predgretja | zgornje in spodnje IR ogrevanje |
| Moč grelnika | 16kw |
| Temperaturno območje | 25--240C stopinj |
| Gibljiva miza (spajkanje) | |
| Os gibanja | X, Y, Z |
| Nadzor gibanja | servo krmiljenje |
| Motor gibanja | Panasonic servo motor |
| Kroglični vijak | Hiwin |
| Natančnost položaja | +/- 0,05 mm |
| Šasija | Varjenje kovin |
| Sstarejši lonec | |
| Standardna številka posode | 2 |
| Zmogljivost spajkalne posode | 13 kg/lonec*2 |
| Temperaturno območje spajkanja | PID |
| Čas taljenja | 60--70 minut |
| Najvišja temperatura spajkanja | 350 ℃ |
| Spajkalni grelec | 1,2kw*2 |
| Sstarejša šoba | |
| Šoba dim | prilagojeno |
| Material | visokoogljična zlitina |
| Standardno opremljena šoba | Standardna konfiguracija: 5 kosov/peč (notranji premer 3 mm, 4 mm, 5 mm, 6 mm, 8 mm) |
| Upravljanje N2 | |
| N2 grelec | standardno opremljen |
| Dušik PID nadzor N2 temperaturno območje | 0 - 350 ℃ |
| Poraba N2 | 1-2m3/h/lonec skupaj: 4 m3/h |
-
8 ogrevalnih območij Visokokakovostno reflow spajkanje O...
-
Mirtec 3D Inline SPI pregledovalni stroj MS-11
-
PCBA čistilni stroj za SMT strojno linijo PCB ...
-
Večnamenski nastavek za čipe Hanwha HM520W
-
Proizvodna linija vstavkov za valovito spajkanje 2,4M
-
Kitajska veleprodaja Reflow pečice, SMT Reflow spajka...





