欢迎访问我们的网站!













波峰焊机 N300
波峰焊机 N300

介绍:
1. 节能无铅应用,符合环保要求,人性化设计
2.自动电源系统,逆变器控制,自动板载功能。
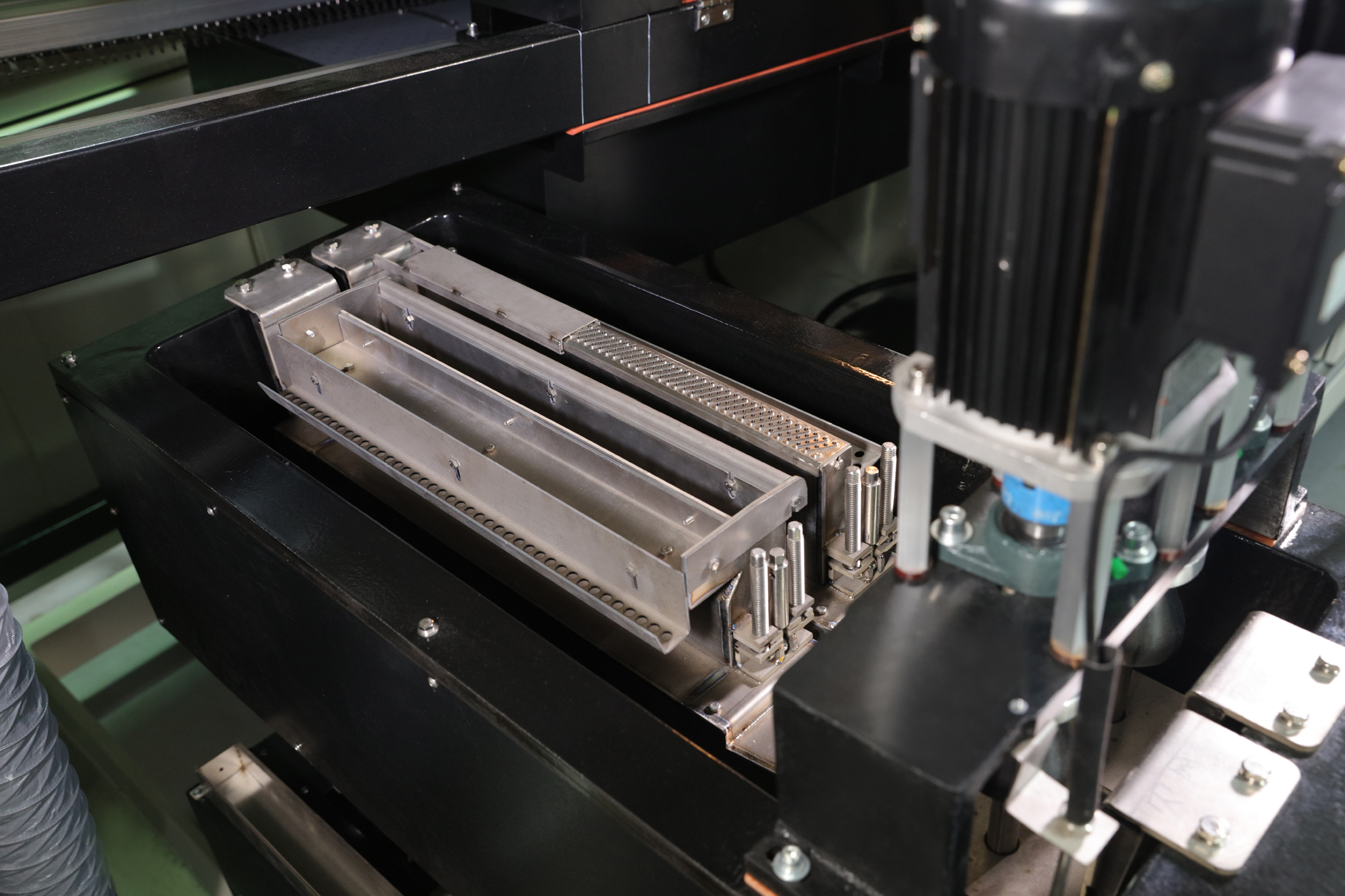
3、助焊剂喷雾器采用日本横向喷嘴,步进电机驱动,喷雾范围选择性,PLC控制,准确可靠。
4.助焊剂回收容器抽屉式设计,易于清洁。
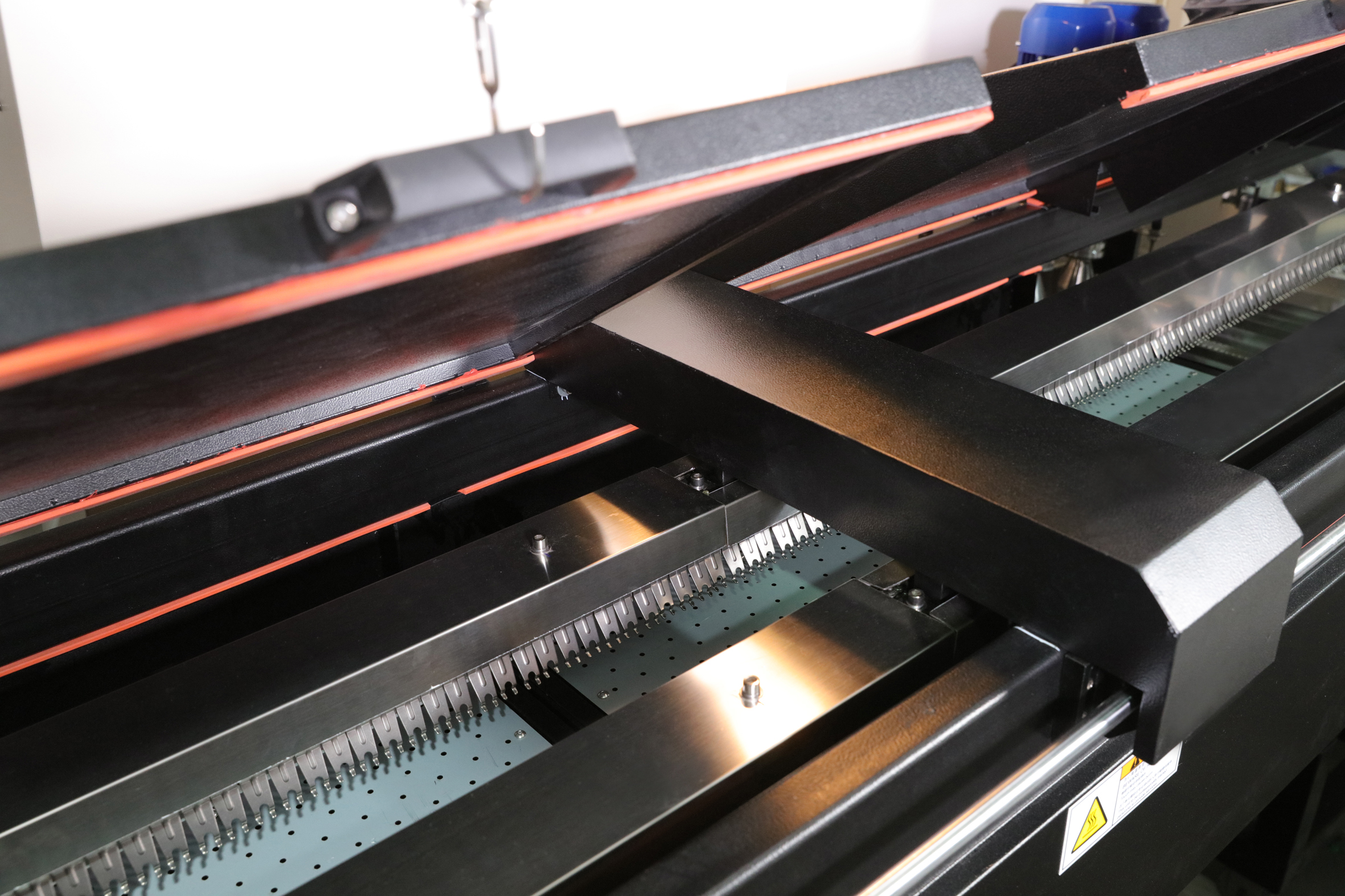
5. 输送带配备3个宽度可调螺丝,输送带传动更平稳,无PCB掉落风险。
6.钛焊指,高强度双V槽耐锡
7. PID闭环控制的热风预热器,预热系统采用三个独立的温度控制,以保证良好的保温性,温度均匀性,温度精度在±2ºC。
8、预热通道模块化设计,环保安全,便于清理。
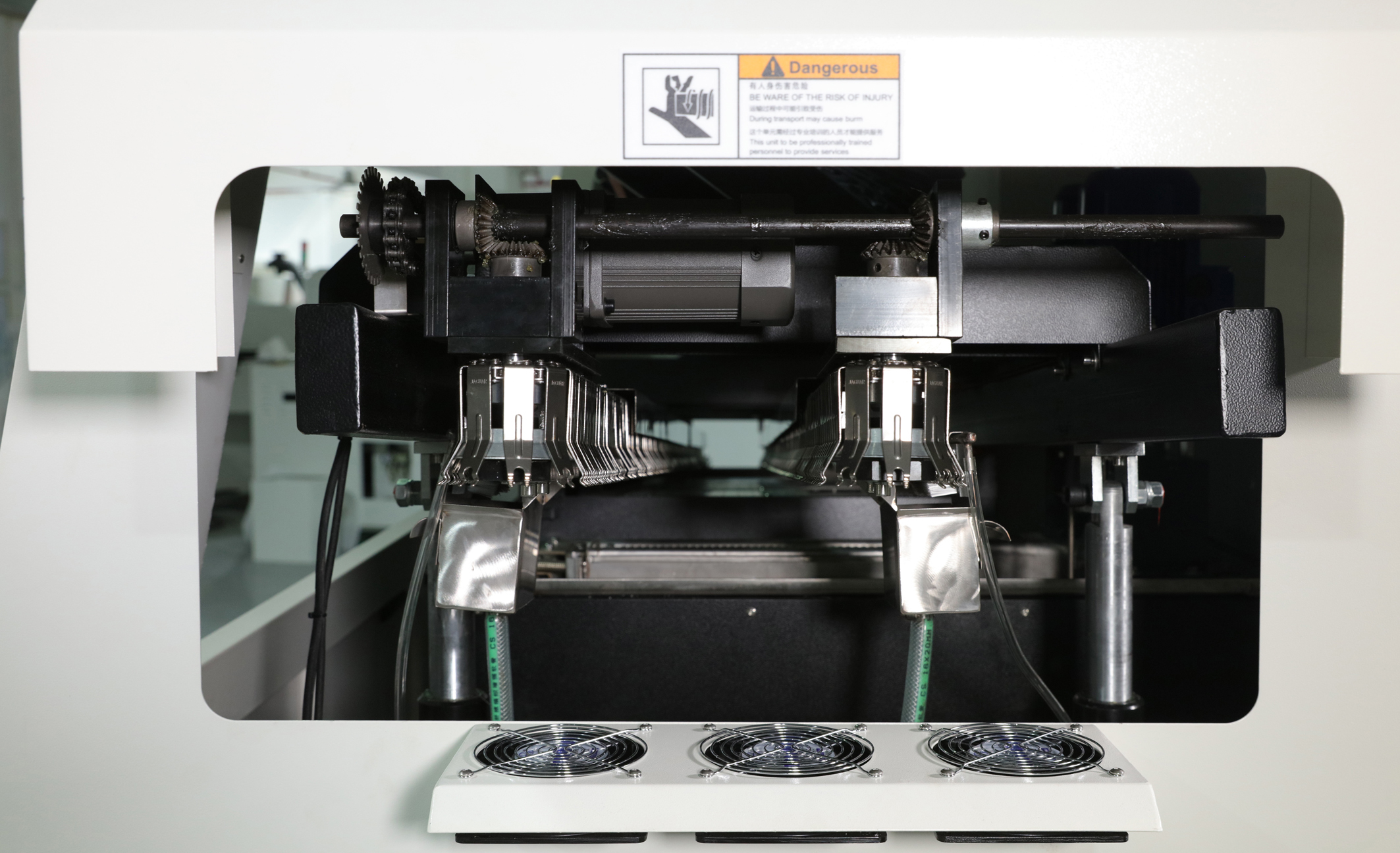
9、焊锡电机采用进口高频变频电机,独立控制,性能稳定。
8. 锡锅叶轮材质为铸铁,永不腐蚀,锡锅带氧化夹套,锡渣低
11. 焊锡锅定时启动功能,焊锡在90分钟内熔化。
12. 配备自动手指清洁器。
13.具有黑匣子记忆功能,机器可以随时存储SPC数据,提高工作效率。
14、智能监控报警系统,确保性能稳定和操作人员安全。

规格:
|
一般规格 | 尺寸;3600*1250*1560mm |
| 重量:约:1100kg | |
| 启动功率:约19KW | |
| 正常运行功率:6-8 KW | |
| 电源:3ph,AC380V/220V 50HZ | |
| 控制系统:PC With Window 7+PLC | |
| PCB计数器 | |
|
输送系统 | 方向:从左到右,前固定(从右到左) |
| 钛合金V型手指 | |
| 入口处 300mm PCB 装载缓冲器 | |
| 传送带速度控制方式:马达(松下) | |
| 输送速度:300-2000mm | |
| 输送角度:4-7° | |
| PCB组件高度”顶部120mm底部:15mm | |
|
喷雾助焊剂系统 | 步进电机驱动往复式喷雾 |
| 7-UP ST-8 喷嘴 | |
| 助焊剂容量为6.5/升 | |
| 助焊剂自动送料(选项) | |
| 喷射气压:3-5bar | |
| 模块化结构,易于维护 | |
| 加热系统 | 加热区:底部 3 个区, |
| 加热区长度:1450mm | |
| 加热方式:强制热风 | |
| 加热区模块化易于维护 | |
| 锡锅 | 锡锅容量:280KG |
| 两波:Turbulence Wave 和 Lambda 2nd海浪 | |
| 材质:钛合金(Op:铸铁搪瓷) | |
| 清洁手指系统。 |
零件清单:
| 不。 | 备件名称 | 品牌 | 起源 |
| 1 | 展示 | 宏碁 | 中国 |
| 2 | 计算机 | 工业计算机 | 中国 |
| 3 | 可编程逻辑控制器 | 西门子 | 德国 |
| 4 | 温度控制模块 | 西门子 | 德国 |
| 5 | 90W输送电机 | 松下 | 日本 |
| 6 | 锡锅波动马达 | 齐克 | 中国 |
| 7 | 预热线圈 | 台站 | 中国 |
| 8 | 焊锡锅加热管 | 台站 | 中国 |
| 9 | 主开关 | 三菱 | 日本 |
| 10 | 接触器和货币限制器 | 欧姆龙 | 日本 |
| 11 | 中间继电器 | 欧姆龙 | 日本 |
| 12 | 保险丝座和保险丝管 | 欧姆龙 | 日本 |
| 13 | 编程控制器 | 卡洛·加瓦齐 | 瑞士 |
| 14 | 频率转换器 | 三角洲 | 台湾 |
| 15 | 电源按钮和指示灯 | 泉 | 日本 |
| 16 | 温度检测器 | 日本电车 | 日本 |
| 17 | 固态继电器 | 卡洛·加瓦齐 | 瑞士 |
| 18 | 光电传感器 | 生病的 | 日本 |
| 19 | 圆筒 | SMC | 日本 |
| 20 | 助焊剂喷雾器 | 7-UP | 台湾 |
| 21 | 专利钛合金爪 | 捷豹 | 中国 |
| 22 | 空气/主开关 | 正泰 | 中国 |
| 23 | 交流接触器 | 正泰 | 中国 |
| 24 | 按钮开关 | 施耐德 | 法国 |





